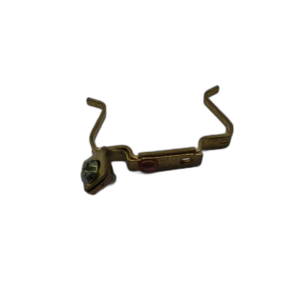

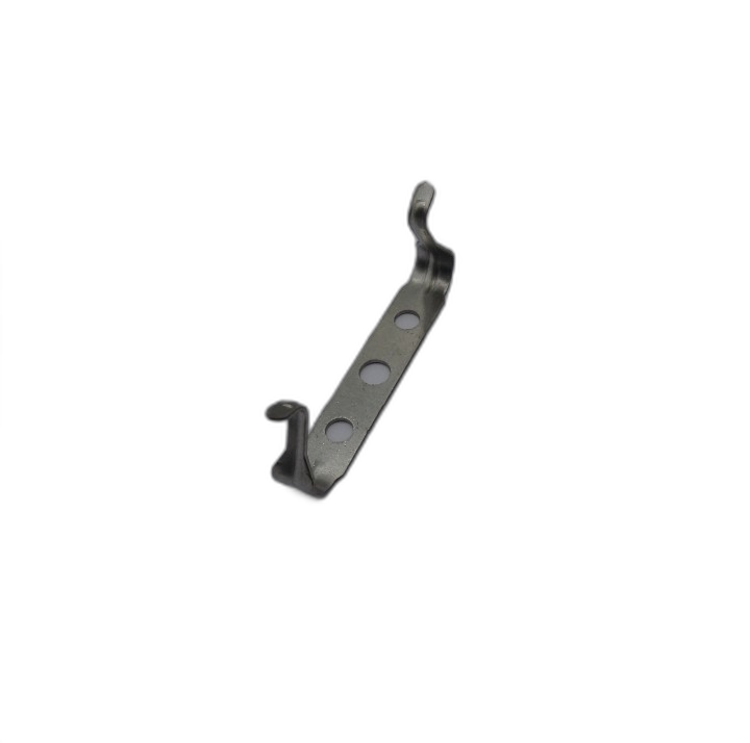
ਸਮੱਗਰੀ: ਸਟੇਨਲੈਸ ਸਟੀਲ ਜਿਵੇਂ ਕਿ 304 ਜਾਂ ਹੋਰ ਗ੍ਰੇਡ;
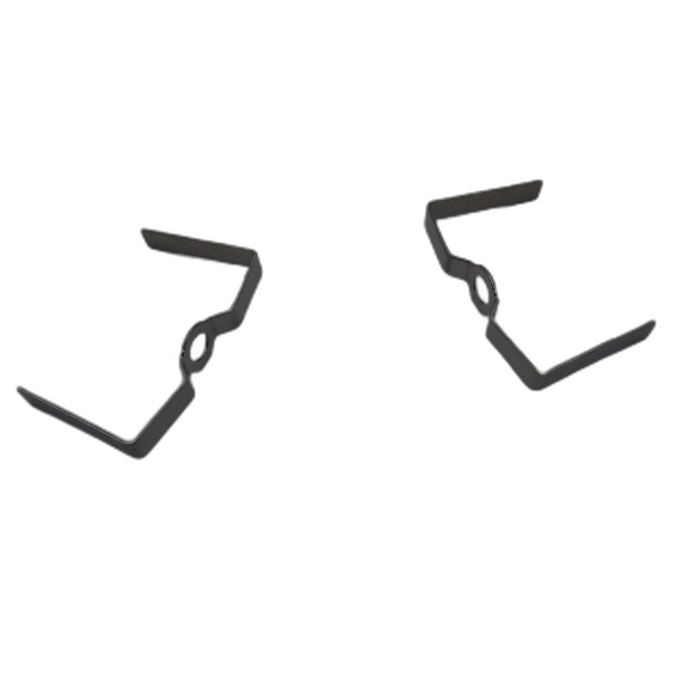
ਕੁਆਲਿਟੀ ਦੇ ਮੁੱਖ ਬਿੰਦੂ: ਮਾਪ ਅਤੇ ਸੰਪੂਰਨਤਾ
ਨਿਰਧਾਰਨ: ਸਾਕਟ 0.8mm ਵਿੱਚ ਵਰਤਿਆ ਗਿਆ ਹੈ.ਇਲੈਕਟ੍ਰਾਨਿਕ ਉਤਪਾਦਾਂ ਲਈ, ਇਹ ਡਿਜ਼ਾਈਨਰ ਅਤੇ ਅਸਲ ਵਰਤੋਂ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ;
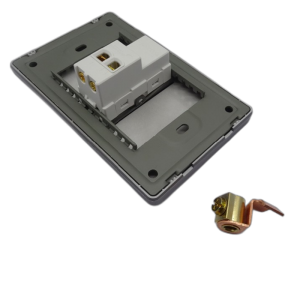
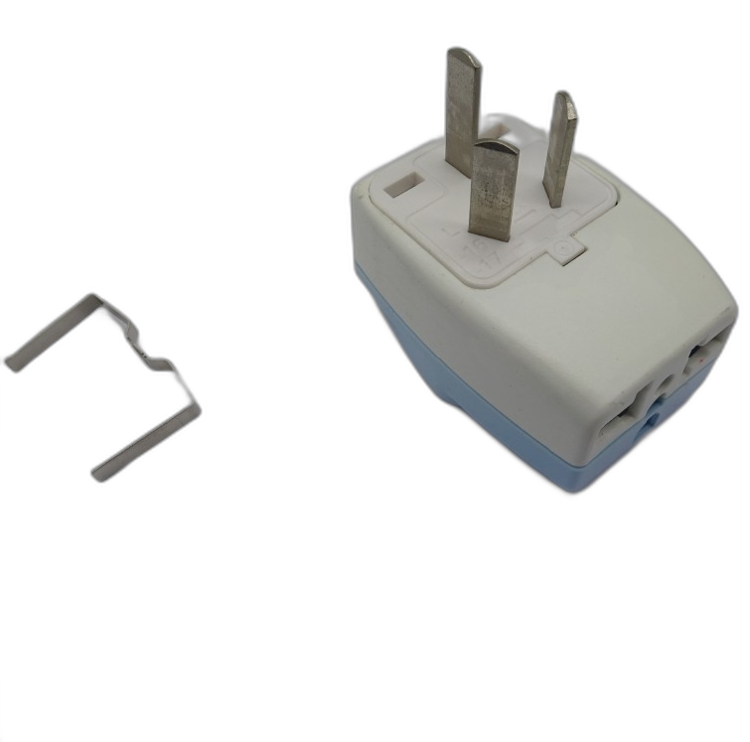
ਐਪਲੀਕੇਸ਼ਨ:
ਸਾਕਟ, ਸਵਿੱਚ ਅਤੇ ਪਲਾਸਟਿਕ ਫਾਸਟਨਰ ਇਕੱਠੇ ਮਿਲਾਏ ਜਾਂਦੇ ਹਨ;
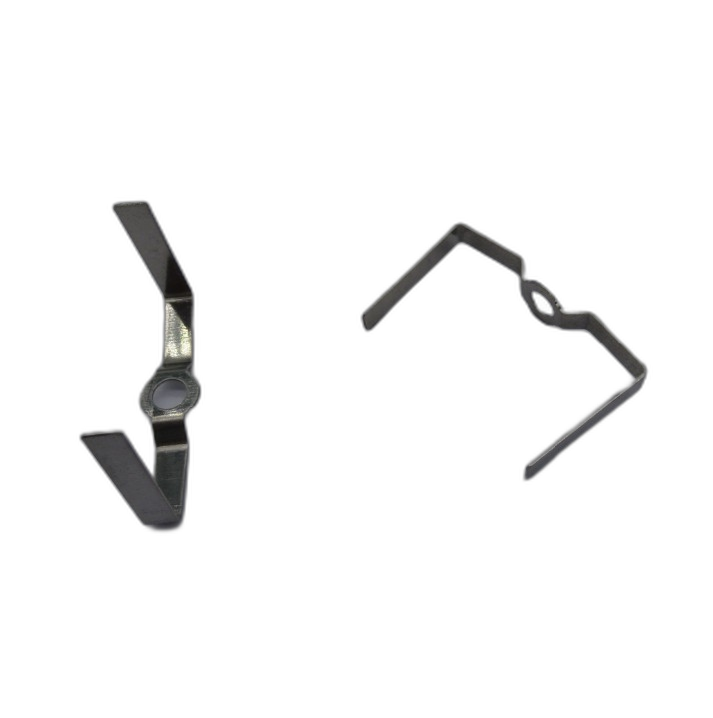
ਗੁਣਵੱਤਾ ਕੰਟਰੋਲ:
ਕੱਚੇ ਮਾਲ ਦੀ ਕਠੋਰਤਾ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਕਦਮ ਹੈ.ਉਤਪਾਦਨ ਤੋਂ ਪਹਿਲਾਂ ਕੱਚੇ ਮਾਲ ਦੀ ਕਠੋਰਤਾ ਦੀ ਪੁਸ਼ਟੀ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ.ਜੇ ਕਠੋਰਤਾ ਉਹ ਨਹੀਂ ਹੈ ਜੋ ਡਰਾਇੰਗ ਦੀ ਇਜਾਜ਼ਤ ਦਿੰਦੀ ਹੈ, ਤਾਂ ਪੂਰੇ ਧਾਤ ਦੇ ਹਿੱਸੇ ਦੀ ਸ਼ਕਲ ਬਹੁਤ ਬਦਲ ਸਕਦੀ ਹੈ।
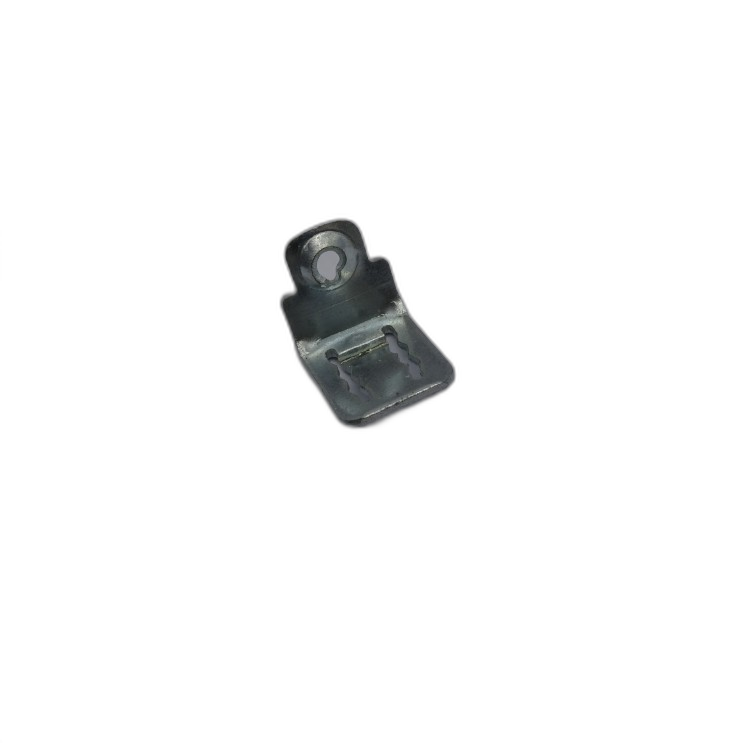
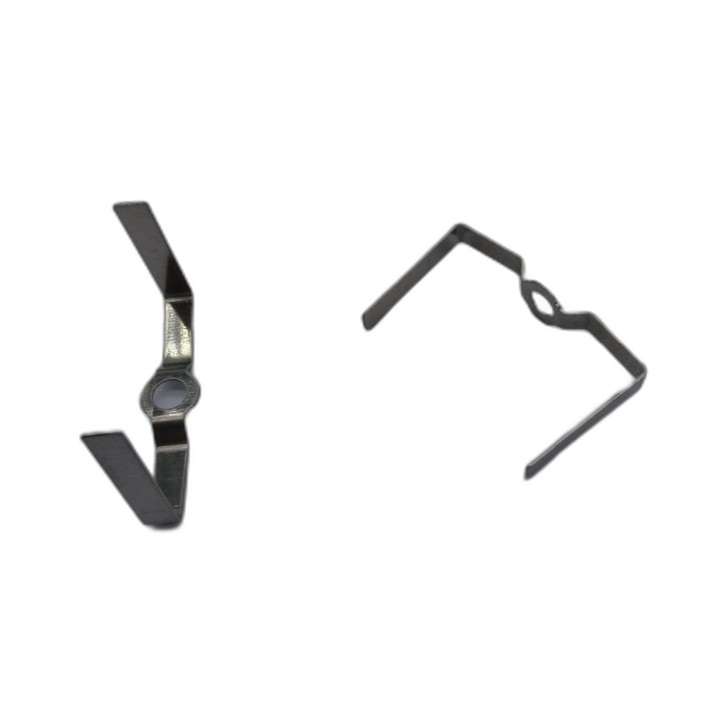
ਪਦਾਰਥ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
ਚਰਿੱਤਰ ਦੇ ਸੰਬੰਧ ਵਿੱਚ, ਇਹ ਸਤ੍ਹਾ 'ਤੇ ਵਧੇਰੇ ਮੰਗ ਹੈ.ਕਈ ਵਾਰ, ਇਸ ਨੂੰ ਕੱਚੇ ਮਾਲ ਤੋਂ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.ਕਈ ਵਾਰ, ਕੱਚੇ ਮਾਲ ਦਾ ਤਿਆਰ ਉਤਪਾਦ ਮੈਟ ਹੁੰਦਾ ਹੈ।
ਅਕਸਰ ਪੁੱਛੇ ਜਾਣ ਵਾਲੇ ਸਵਾਲ:
ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਪ੍ਰਗਤੀਸ਼ੀਲ ਮੌਤ ਇੰਨੀ ਉੱਚੀ ਕਿਉਂ ਹੈ?ਇਹ ਪਦਾਰਥਕ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਕਾਰਨ ਹੈ.ਇਸ ਸਮੱਗਰੀ ਨੂੰ ਬਣਾਉਣ ਲਈ, ਡਾਈ ਆਇਰਨ ਨੂੰ ਬਿੱਟ-ਬਿੱਟ ਕੱਟਿਆ ਜਾਵੇਗਾ।ਅਸੀਂ ਉਤਪਾਦਨ ਦੀ ਗਤੀ ਵਧਾਉਣ ਵਿੱਚ ਵੀ ਅਸਫਲ ਰਹੇ।ਸਟੀਲ ਦੀ ਚੰਗੀ ਤਾਕਤ ਹੈ.ਜਦੋਂ ਅਸੀਂ ਆਕਾਰ ਲੈਂਦੇ ਹਾਂ, ਸਾਡੇ ਕੋਲ ਹੋਰ ਕਦਮ ਹੁੰਦੇ ਹਨ।ਲੋਹੇ ਲਈ ਆਮ ਮੋਲਡ ਲਈ, ਇਹ ਸਿਰਫ 2 ਕਦਮ ਲੈਂਦਾ ਹੈ।ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਦੇ ਹਿੱਸਿਆਂ ਲਈ, 5-6 ਮੁਕੰਮਲ ਕਰਨ ਵਾਲੇ ਕਦਮਾਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।ਇਸ ਸਥਿਤੀ ਵਿੱਚ, ਅਸੀਂ ਇਹ ਯਕੀਨੀ ਬਣਾ ਸਕਦੇ ਹਾਂ ਕਿ ਮਾਪ ਡਰਾਇੰਗ ਨਾਲ 100% ਮੇਲ ਖਾਂਦਾ ਹੈ।
ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਹਿੱਸੇ ਕਿੰਨੀ ਤੇਜ਼ੀ ਨਾਲ ਤਿਆਰ ਕੀਤੇ ਜਾਂਦੇ ਹਨ?ਇਹ ਪ੍ਰਤੀ ਮਿੰਟ ਲਗਭਗ 100 ਵਾਰ ਹੈ।ਹਰ ਚੀਜ਼ ਉਤਪਾਦ ਅਤੇ ਉੱਲੀ ਦੇ ਡਿਜ਼ਾਈਨ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ.ਜੇਕਰ ਧਾਤ ਦੇ ਹਿੱਸੇ ਨੂੰ ਥਰਿੱਡ ਕੀਤਾ ਗਿਆ ਹੈ, ਤਾਂ ਗਤੀ ਘੱਟ ਹੋਵੇਗੀ, ਸਿਰਫ 60 ਪ੍ਰਤੀ ਮਿੰਟ।ਜੇ ਇਸ ਨੂੰ ਉੱਚ ਗਤੀ ਦੀ ਲੋੜ ਹੈ, ਤਾਂ ਥਰਿੱਡ ਸੁਚਾਰੂ ਢੰਗ ਨਾਲ ਨਹੀਂ ਚੱਲੇਗਾ।